In adhesive-based manufacturing processes, inconsistent bond performance is often traced not to adhesive selection itself, but to variations in substrate condition prior to application. Materials such as EPDM rubber, engineered foams, and low-surface-energy polymers frequently present bonding challenges that cannot be identified visually, yet directly influence long-term adhesion performance.
Atmospheric plasma treatment has become an increasingly common process used to improve substrate conditions prior to adhesive application. This article explores the engineering principles behind plasma surface treatment, the industries where it is commonly applied, and the results of an internal validation study conducted under controlled robotic operating conditions.
Why Surface Condition Directly Affects Adhesion Performance
Every material has a surface energy, measured in dynes per centimetre (mN/m). Think of it as how willing the surface is to let something else stick to it. A high-energy surface pulls a liquid flat and lets it wet out completely. A low-energy surface makes the liquid bead up and sit on top, the way water beads on a waxed hood.
For an adhesive to bond effectively, it must properly wet the surface and establish consistent contact across the substrate prior to curing. Surface energy plays an important role in this process, directly influencing how uniformly the adhesive spreads and interacts with the material. Many engineered plastics, rubbers, and foams naturally present difficult bonding conditions due to their low surface energy characteristics and resistance to wetting. Materials such as EPDM, polypropylene, and polyethylene often require additional surface preparation in order to achieve consistent and repeatable adhesion performance.
You can confirm this in seconds with a dyne pen. Draw the ink across the surface. If it beads, the energy is too low. If it lays down flat and even, you are in range. It is a pass/fail read, not a lab measurement, but on a factory floor it tells you exactly what you need to know. The method is standardized, too: dyne testing follows the ASTM and ISO procedures for surface energy measurement, which is what lets a quality team trust a reading taken at one plant against a reading taken at another.
What Plasma Treatment Actually Does
Atmospheric plasma treatment is commonly used as a surface preparation process prior to adhesive application. The process applies a controlled plasma stream directly onto the substrate in order to remove contaminants and improve consistency before bonding occurs. In automated manufacturing environments, this allows engineers to better control substrate conditions before adhesive application begins.
During treatment, the process primarily contributes in three key areas:
| Process Effect | Contribution |
|---|---|
| Cleaning | Removes organic contamination and residue that interfere with adhesive contact. |
| Surface Conditioning | Improves substrate consistency prior to adhesive application. |
| Bond Consistency | Helps create more uniform bonding conditions before downstream assembly processes. |
| Effect | What It Does to the Surface |
|---|---|
| Cleaning | Burns off organic contamination, mould-release residue, and oils that block adhesion. |
| Etching | Roughens the surface at a microscopic scale, giving the adhesive more to grab. |
| Activation | Creates reactive oxygen-rich bonding sites in the surface chemistry, helping raise surface energy. |
The effectiveness of any surface preparation process depends heavily on consistency. In adhesive-based manufacturing applications, controlling substrate condition prior to bonding can significantly reduce process variation and improve long-term adhesion reliability.
Where This Is Not Optional: Industries That Depend on It
Surface preparation has become a controlled and validated process step in industries where adhesive reliability directly affects product performance and long-term durability. A few where it is now standard practice include:
Automotive
Carmakers bond foam seals, trim, emblems, and headlamp housings to low-energy plastics and rubbers, and they are replacing rivets and bolts with structural adhesive to cut weight. Plasma treatment gives reliable paint and adhesive adhesion on bumpers, cockpits, and sealing surfaces. A 2024 study on metal-polymer hybrid structures ties this directly to the industry’s push for lightweight, durable joints. The trial referenced in this article was conducted for a real-world application in this industry.
Aerospace
Composite and metal-to-composite bonds carry structural load on aircraft, so the bond has to survive temperature swings, vibration, and decades of service. Plasma pretreatment is used on carbon-fiber composites and metal joints to resist delamination, and in defense work the bonding requirements are written into NATO STANAG and VG standards.
Medical Devices
Device housings, tubing, and syringe barrels need adhesive seals and coatings that hold without chemical primers. Surface preparation helps improve bonding consistency when working with low-energy polymers for biocompatible bonding, and because the process is dry and solvent-free, it fits the cleanliness demands of medical manufacturing.
Electronics
Potting, conformal coating, and encapsulation all depend on a properly prepared surface, and plasma also improves solderability by stripping oxides and organic films. In metal-polymer electronic packaging, surface preparation helps maintain consistent bonding performance when components are exposed to heat, humidity, and long operating cycles.
The common thread: every one of these is a place where you cannot afford the part that quietly fails. That is also why the treatment gets put on a robot.
Why This Belongs on a Robot
Done by hand, surface treatment drifts. Distance from the nozzle, dwell time, coverage, and speed all affect the result, and a person cannot hold them constant across a thousand parts. The time between surface treatment and adhesive application must also remain tightly controlled in order to maintain consistent process conditions throughout production.
This is exactly the type of repeatable, parameter-sensitive process where automation delivers the greatest value. By integrating plasma treatment directly into a robotic production cell, manufacturers can maintain consistent operating speed, fixed treatment distance, and uniform path coverage throughout every cycle.
The setup in the photo above is one of our custom cells: a six-axis robot carrying a dual-head plasma tool over a part held in a fixture with dowel pins and swing-over clamps. The robot holds a fixed 4 mm standoff and a constant speed across the entire bond path, every cycle, without fatigue. That consistency is the point. A treated surface is only useful if every part gets the same treatment.
What the Numbers Showed
To validate process performance under controlled production conditions, a development trial was conducted using Nitto 686 EPDM foam strips. Untreated strips were used as controls while treated strips received plasma surface treatment prior to adhesive application.
Pull-force testing was then performed at the start, middle, and end of each strip across three operating speeds: 80 mm/s, 90 mm/s, and 100 mm/s. The objective was to evaluate whether increasing process speed would negatively affect adhesion performance while maintaining consistent treatment conditions throughout the trial.
The collected data produced several consistent observations:
17
Bond failures observed exclusively in untreated samples
0
Failures recorded on plasma-treated samples
100 mm/s
Maximum tested operating speed with no measurable reduction in bond performance
Across all tested operating speeds, untreated samples accounted for every recorded bond failure during the trial. Plasma-treated samples maintained full adhesion performance across every test condition, indicating substantially greater process consistency when surface preparation was applied prior to bonding.
The measured results aligned closely with published research on EPDM bonding performance, including studies demonstrating measurable improvements in adhesion reliability when surface preparation is introduced prior to adhesive application.
Pull-force measurements across plasma-treated samples provided additional confirmation that process stability was maintained throughout the full tested operating range.
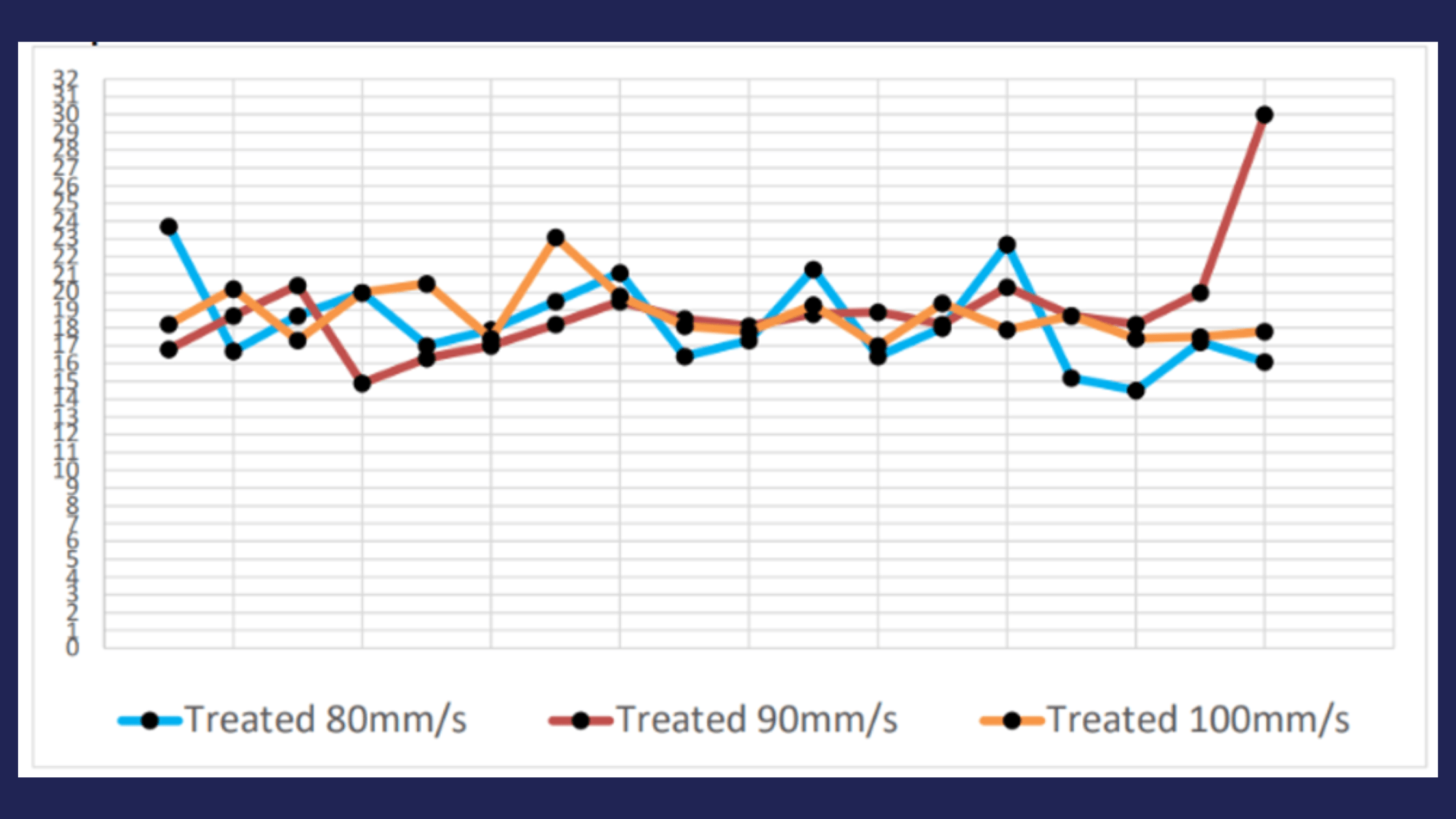
Across all three operating speeds, plasma-treated samples maintained highly consistent pull-force values with relatively narrow variation between individual test points. Most measurements remained above 15 N, with multiple readings exceeding 20 N, indicating stable bond formation throughout the full tested operating range.
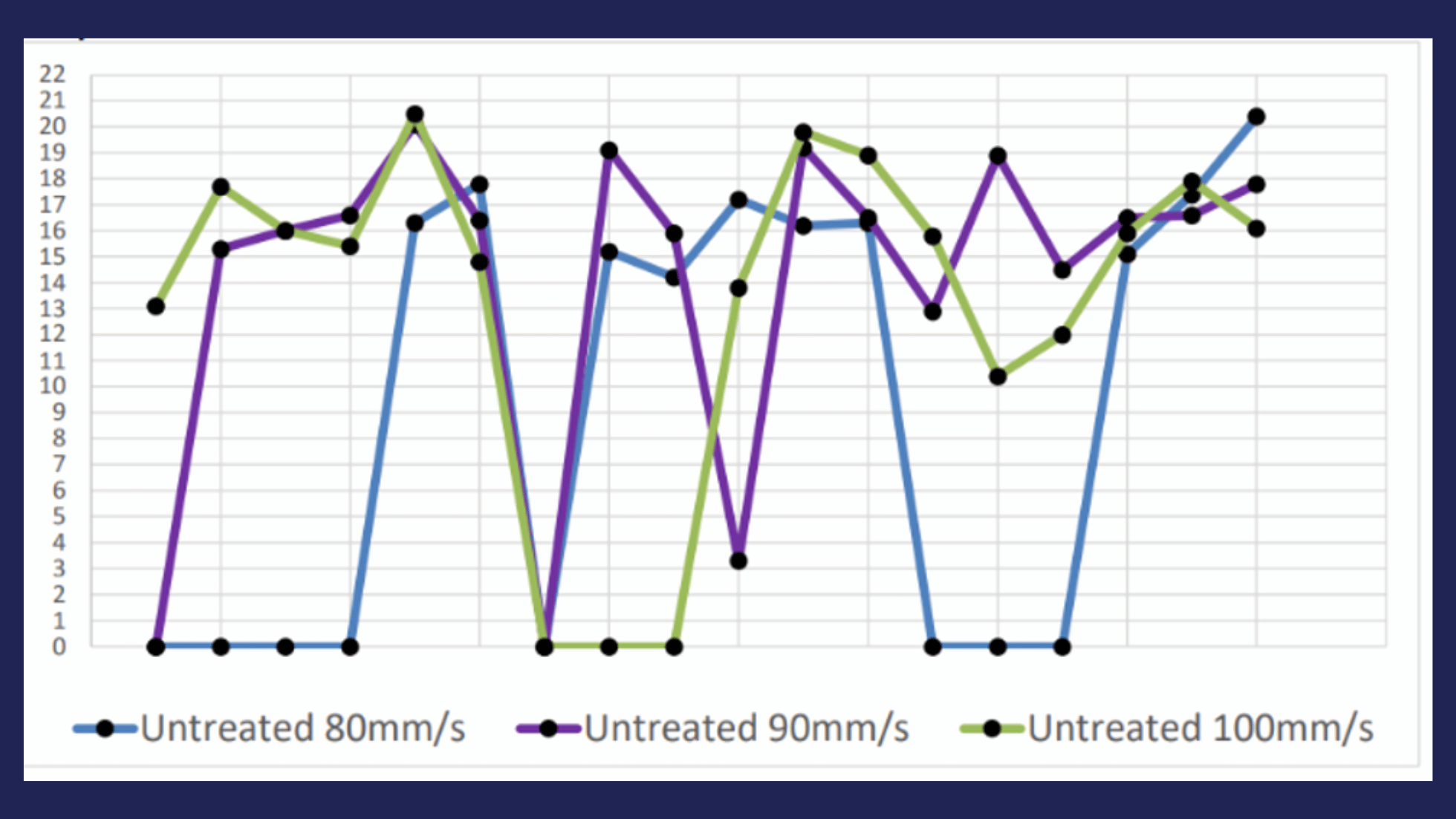
By comparison, untreated sections demonstrated significantly greater variation in pull-force performance under otherwise identical process conditions.
Multiple zero-value readings were recorded across all three operating speeds, indicating complete adhesion failure at several test points. Unlike the treated samples, untreated sections showed inconsistent bond formation and substantially greater process variability throughout the trial.
Engineering Implications for Automated Adhesive Applications
The results of this trial demonstrated that surface preparation remains a critical variable in adhesive-based manufacturing processes involving challenging substrates such as EPDM foam.
Across all tested operating speeds, plasma-treated sections maintained significantly greater process consistency while untreated sections produced repeated adhesion failures under identical operating conditions.
For manufacturers developing automated adhesive applications, validating process conditions before deployment helps reduce implementation risk while ensuring long-term production reliability.
To speak to one of our experts about your bonding challenge, contact: sales@robotape.com or sales@innovativeautomation.com.